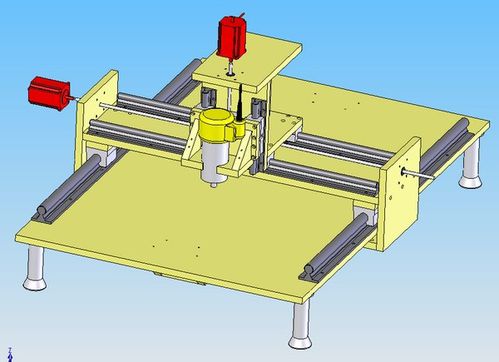
Voici le projet réalisé sous Solidworks: une table classique 3 axes qui déplacera une affleureuse DEWALT D26200.
C'est une première version qui pourra évoluer grâce à la fraiseuse elle-même, je l'éspère...
Je ne suis pas équipé pour découper le bois, et ne souhaite pas investir dans cette voie. Cette version est donc dessinée avec des panneaux de médium que je peux faire directement découper chez Leroybricocastomarché...
Mon outil de travail principal sera: un guide de perçage vertical payé 20€ + une perceuse 1er prix à 9€...
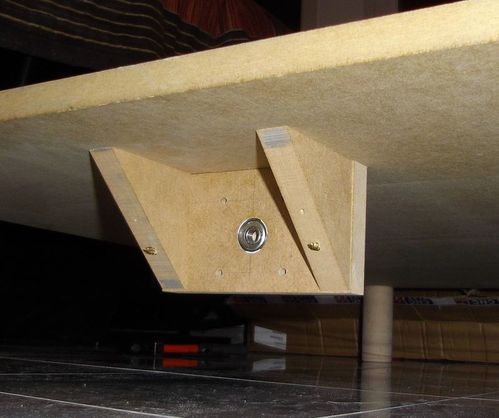
Le plateau fait 1200x800, MDF 18mm. J'y fixe 4 pieds en bois (15€)


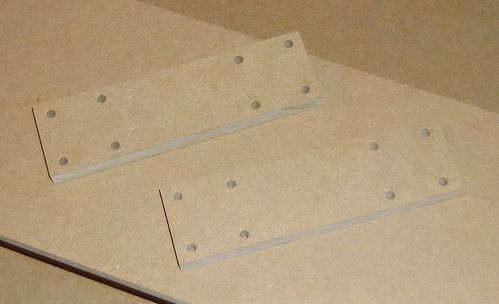
Assemblage des paliers d'axe X, équipés des classiques roulements de roller 22x8x7 (8€ les8).


Préparation du chariot X.


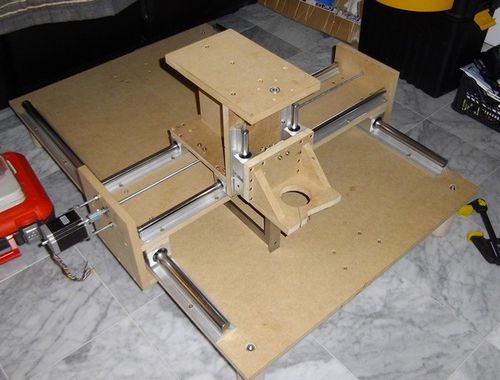
Essai de positionnement du chariot sur les rails de guidage X.
 Ce sont des SBR25, achetés sur CNCPLUS en Allemagne. Le guidage, c'est le point noir du budget: 348€ pour tous les axes... Bof... Pas envie de passer 100h à tout faire moi-même pour un résultat moins bon...
Ce sont des SBR25, achetés sur CNCPLUS en Allemagne. Le guidage, c'est le point noir du budget: 348€ pour tous les axes... Bof... Pas envie de passer 100h à tout faire moi-même pour un résultat moins bon...
Je tape dans les rail d'axe Y SBR16 des morceaux qui feront l'axe Z. Encore merci à Pascal (mon mécano-chirurgien) pour cette opération délicate!

Trempage au pétrole desaromatisé et graissage des roulements linéaires.

Mise en place des rails Y et chariot.

Réglage de la perpendicularité XY au pépitas.


Petite modification du support de broche.

Montage des 3 moteurs 60BYGH301B et des vis d'entrainements (tiges filetées M8).

La fixation aux chariots est faite par le biais de chevilles laiton et des brides de supports plomberie.

Mise en place de l'axe Z.
Câblage des moteurs et mise en position de la broche.

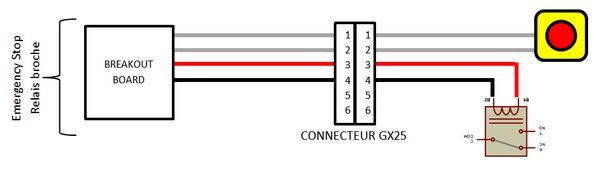
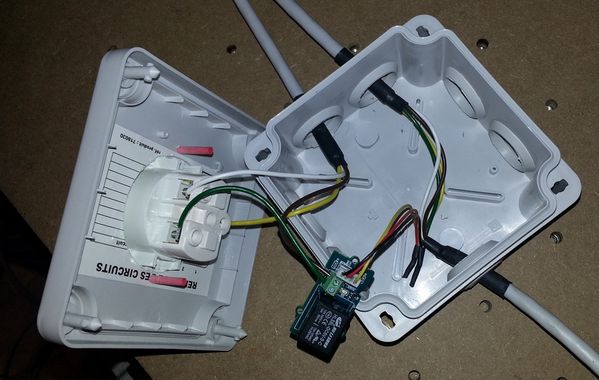
Installation des capteurs d'origine (1 seul par axe sur cette 1ère version de machine):

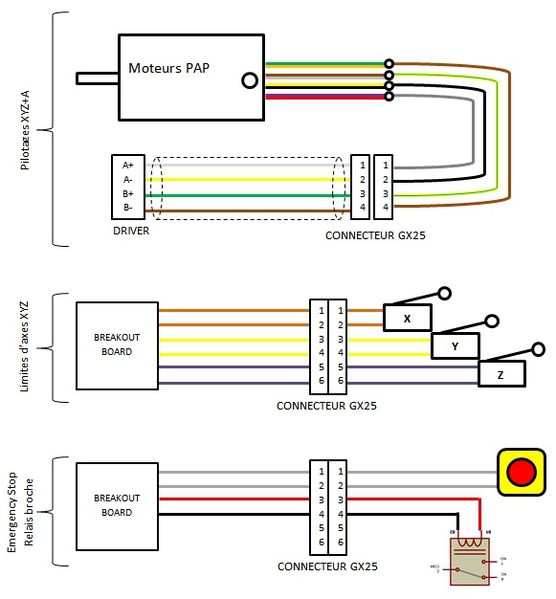
Préparation de la plaque de pilotage 100% chinoise...
Breakoutboard: Carte 5 axes HY-JK02-M5
Drivers: 3 x LEADSHINE 2M542
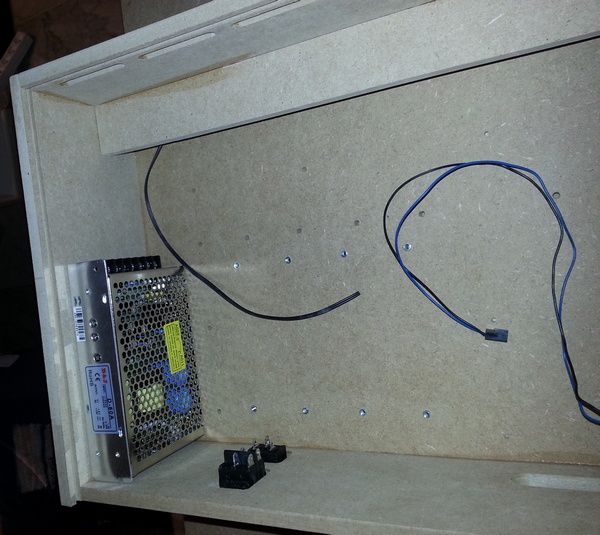
Alimentation: DC36V-10A (la moins chère d'ebay, et j'ai très vite constaté pourquoi... Obligé de refaire toutes les soudures de la carte car celles d'origine explosent littéralement une fois sous tension.... L'isolation entre la carte et le boitier métallique est à revoir également, il y a d'origine un feuillard plastique transparent qui se perce au premier arc...).

Voici un joli kit de pinces d'adaptation que l'on m'a offert (réalisation YoKoYok made in France...), et qui ma fait très plaisir: Je les adoooore !
Elles permettent de passer du Ø8 à Ø6, Ø5, Ø4 et Ø3.18.

On y va pour un 1er essai sous Ubuntu avec LinuxCNC3:

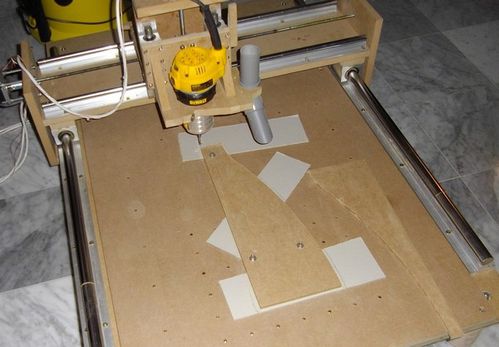
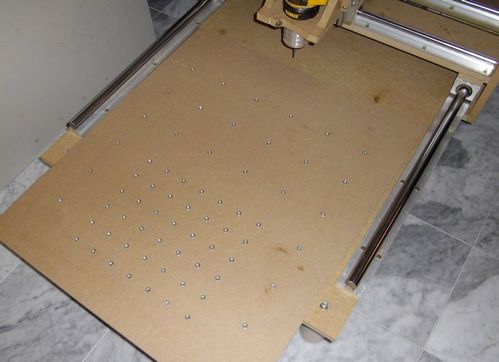
Réalisation de la plaque martyre:
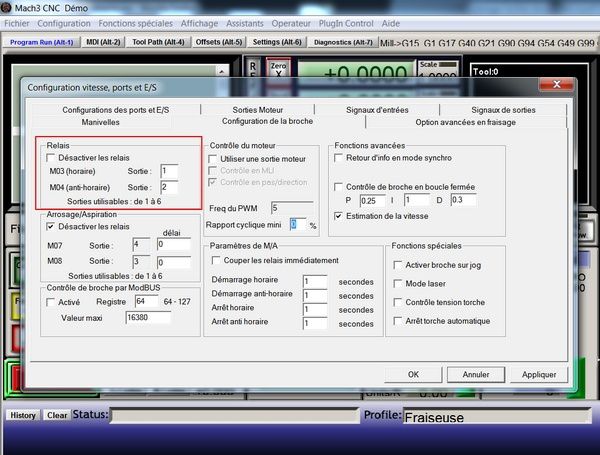
J'ai concocté un mini programme pour Mach3 qui permet d'usiner un logement d'écrou M6, répété sur toute la plaque par espacements de 50 et 100mm. Une fois la plaque retournée et fixée, elle me permettra d'y brider les pièces bruts.
o002 (/s prog. logement pour écrou M6, fraise Ø3)
g0 x0 y0
g0 z2.
g1 z-4. (1ere passe)
x-3.45
y1.99
x0 y3.98
x3.45 y1.99
y-1.99
x0 y-3.98
x-3.45 y-1.99
y1.5
x0 y0
y4.85
y-4.85
x0 y0
x-4.2 y2.42
x4.2 y-2.42
x0 y0
x4.2 y2.42
x-4.2 y-2.42
x0 y0
g1 z-8. (2nde passe)
x-3.45
y1.99
x0 y3.98
x3.45 y1.99
y-1.99
x0 y-3.98
x-3.45 y-1.99
y1.5
x0 y0
y4.85
y-4.85
x0 y0
x-4.2 y2.42
x4.2 y-2.42
x0 y0
x4.2 y2.42
x-4.2 y-2.42
x0 y0
g52 x0 y0
g0 z5.
m99 |

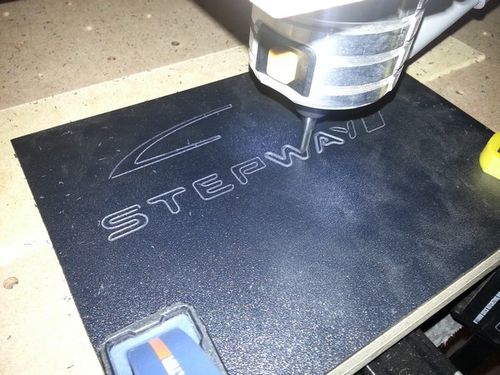
Whaooo... de la poussière partout !! Une buse d'aspiration, c'est pas du luxe...



@ suivre...